


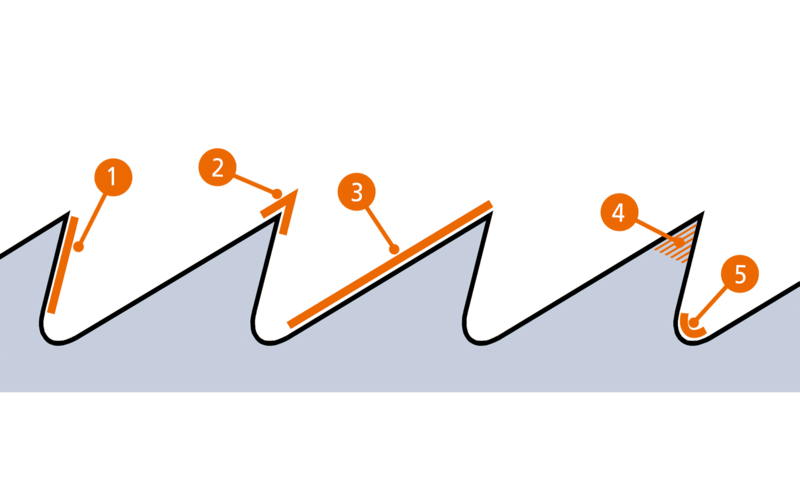


Por estelitar entende-se o processo de aplicar Stellit® sobre o dente da serra e assim dar-lhe maior qualidade. Desse modo, a dureza de abrasão é aumentada nas lâminas da serra, o que, por outro lado, resulta em uma vida útil mais longa das máquinas, em mais precisão de corte e tempos reduzidos de equipamento.
Principalmente quando se trata de serrar madeiras abrasivas e duras, a estelitização é uma vantagem. O tipo de Stellit® nº 12 (contém 59% de cobalto, 29 % de cromo, 9% de carboneto de tungstênio e 1,8% de carbono) tem demonstrado ser extremamente eficaz no processamento de madeiras. Ele é resistente ao desgaste, não muito poroso e pode ser lixado sem problemas. Em alguns casos também pode ser utilizado o tipo de Stellit® nº 1: uma liga muito dura, que é utilizada preferencialmente para serrar madeiras com alto percentual de sílica.
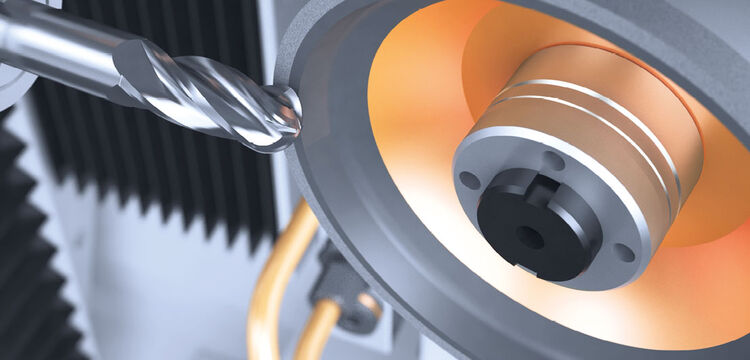
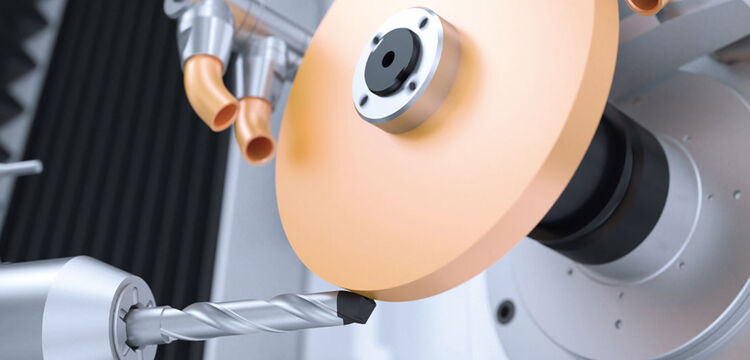
Além da estelitização manual requerer muito esforço, há diferenças entre dois tipos de estelitização por máquina: o processo de solda de resistência e o de plasma. No caso do último, o dente da serra é aquecido e a quantidade necessária de Stellit é fundida. O Stellit® é conduzido de modo líquido em moldes, sendo que o dente bruto adquire a forma de um dente acabado. Desta forma, o trabalho de afiação é reduzido a um mínimo. Ao contrário do processo de resistência, a solda de plasma totalmente automática apresenta a vantagem de gerar uma camada de ligação absolutamente firme entre o Stellit® e o material de base. Finalmente, o reparo ou a substituição é favorável em matéria de custos, visto que o novo Stellit® é simplesmente aplicado sobre o dente ainda existente e a afiação onerosa do Stellit® residual é suprimido.












Ihr Browser hat eine andere Sprache als die der aufgerufenen Seite. Diese Seite ist auch in ihrer Sprache verfügbar! Möchten Sie zu der Seite in Ihrer Sprache wechseln?