


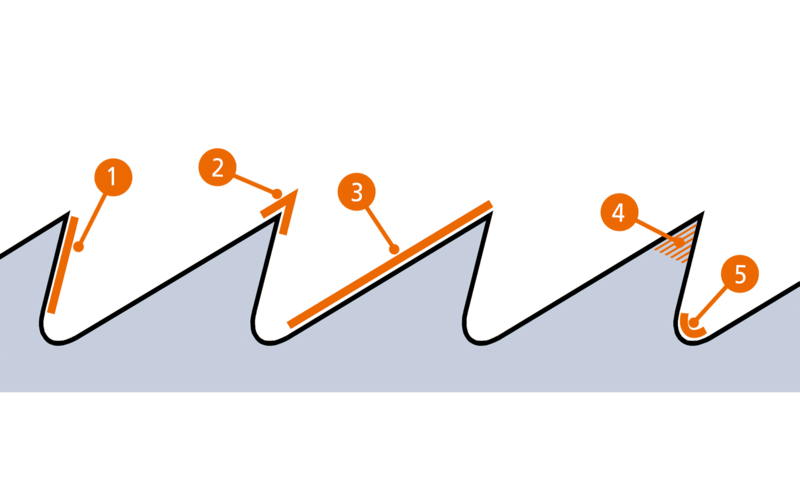


Stellitowanie to metoda polegająca na nakładaniu na zęby tnące materiału stellit®, co zwiększa odporność na wysokie temperatury. Dzięki temu zwiększa się również odporność na ścieranie ostrzy tnących, co pozwala uzyskać wyższą żywotność maszyny i większą dokładność cięcia oraz skrócić czas przezbrajania.
Stellitowanie jest korzystne w przypadku cięcia twardego drewna o szczególnej podatności na ścieranie. Stellit® nr 12 (zawiera 59% kobaltu, 29% chromu, 9% wolframu i 1,8% węgla) bardzo dobrze sprawdził się przy obróbce drewna. Jest odporny na zużycie, a jednocześnie niezbyt kruchy i można go bez problemu ostrzyć. W niektórych przypadkach jest stosowany również stellit® nr 1: bardzo twardy stop, stosowany przede wszystkim do cięcia drewna o wysokiej zawartości krzemianu.
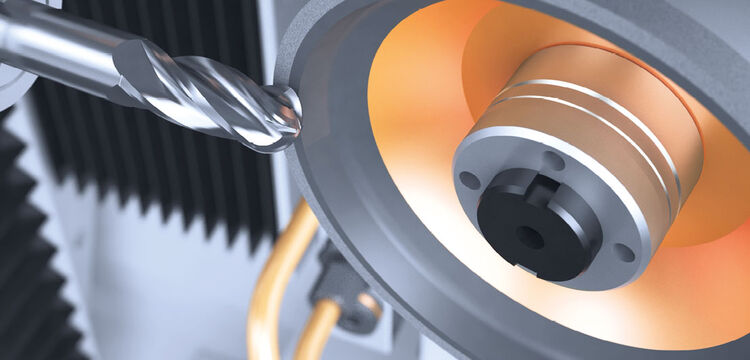
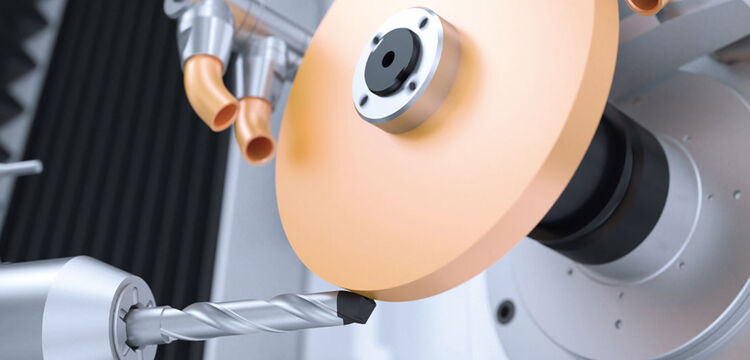
Oprócz bardzo pracochłonnego stellitowania ręcznego są dwa rodzaje stellitowania maszynowego: metoda spawania oporowego i metoda spawania plazmowego. W drugiej metodzie ząb piłujący jest rozgrzewany i topiona jest odpowiednia ilość stellitu. Płynny stellit® jest doprowadzany do szczęki formy, gdzie surowy ząb uzyskuje kształt gotowego zęba. W ten sposób konieczne ostrzenie można zredukować do minimum. W porównaniu z metodą spawania oporowego zaletą w pełni automatycznej metody spawania plazmowego jest to, że pomiędzy stellitem®, a materiałem podstawowym powstaje absolutnie trwała warstwa łącząca. Co więcej naprawa ew. wymiana nie jest droga, ponieważ nowy stellit® jest po prostu nanoszony na uszkodzony ząb, co pozwala uniknąć kosztownego zeszlifowywania resztek uszkodzonego stellitu®.












Ihr Browser hat eine andere Sprache als die der aufgerufenen Seite. Diese Seite ist auch in ihrer Sprache verfügbar! Möchten Sie zu der Seite in Ihrer Sprache wechseln?